<<< Back to Results
Printable version
|
|
Corrosion Coupon Plug Ejected from Pressurised Pipeline follow up
|
Country: --- |
Location: --- |
Incident Date: --- Time: --- |
Type of Activity: --- |
Cause: --- |
Function: --- |
|
What happened?:
Target audience
Personnel accountable or responsible for pipelines and piping fitted with corrosion coupons:
This alert is a follow-up to safety alert number 273, issued in May 2016, and contains the learnings from the completed investigation and includes actions for resumption of retrieval operations.
What happened
A routine corrosion coupon retrieval operation was being conducted on a 28 crude oil pipeline. Two retrieval technicians were located in a below ground access pit, to perform the operation. The operation involved removal of the corrosion coupon carrier
plug from its threaded 2 access fitting on the pipeline. Whilst easing the plug using a ring spanner to a maximum of a ¼ turn (as per local procedure in use at the time) and before the service valve and retrieval tool were installed, the plug was ejected
at high velocity from the access fitting (pipeline pressure 103 bar). A high volume of crude oil spilled from the pipeline via the access fitting. Fortunately, the two technicians escaped the access pit without injury either from the plug projectile or the
crude oil release.
|
What Went Wrong?:
- The threads of the access fitting were worn down to such an extent, that they were unable to restrain the plug upon minor disturbance (the ¼ turn of the plug).
- The access fitting was installed during pipeline construction in 1987. It is estimated to have been subject to over 140 retrieval and installation cycles.
- Bottom-of-pipeline debris can cause galling of threads on stainless steel plugs, which in turn can damage the threads of carbon steel access fittings.
- The Original Equipment Manufacturer supplied thread tapping assembly service tool had been used routinely for every plug coupon retrieval and installation cycle without the use of flushing oil to remove debris from the threads.
- In the presence of bottom-of-pipeline debris and thread damage, the repetitive removal of internal thread material can lead to ever smaller contact surfaces, increasing contact stress, increasing wear rates and/or galling.
- Smaller thread contact surfaces reduce the ability of the access fittings to restrain the plug.
- Absence of a tool to determine the internal thread condition under pressurised conditions meant that the internal thread condition was unknown.
|
Corrective Actions and Recommendations:
This is a summary of the main lessons learned, which apply not only to corrosion coupons, but to erosion/ corrosion probes and quills as well.
- Threaded access fittings, which are subject to frequent use of a thread tapping assembly service tool (used to clean internal threads from debris and galling damage), can suffer from reducing thread contact surfaces. This mechanism was previously
not identified.
- The internal thread condition was neither confirmed after each use of a thread
tapping tool nor periodically verified because this was an unknown degradation mechanism.
Actions being taken in originating company
Note: The actions below have been taken by the originating company and are shared for information only and on the condition that they may not be relied upon by anyone, in the conduct of their own operations or otherwise. It is essential to consult your Coupon
Plug System Original Equipment Manufacturer prior to implementing any changes resulting from these actions. The originating company does not make any claim, representation or warranty, express or implied, that implementing these actions will produce any particular
results with respect to the subject matter, or satisfy the requirements of any applicable laws and regulations.
Once actions 1 and 2 have been verified as effectively implemented the temporary suspension of all corrosion coupon retrieval operations on
pressurised lines furnished with threaded access fittings in the
6 oclock position (bottom of pipeline) as imposed by the initial alert can be lifted.
- Action 1:
- It is recommended for Asset Managers to initiate the following three step review as summarized below. Where applicable ensure changes are made and operationalised within local procedures.
- Step 1: Challenge the continued need for intrusive erosion/corrosion monitoring coupons/probes and quills where the data are no longer required. Permanently plug redundant fittings at the earliest opportunity.
- Step 2: Consider the application of alternative non-intrusive inspection techniques to replace intrusive corrosion inspection techniques.
- Step 3: If continued need for intrusive corrosion monitoring is identified, consider conversion from threaded fittings to hydraulic fittings.
- Step 4: As far as operationally feasible, ensure that retrievals are conducted only on isolated, de-pressured and gas freed systems.
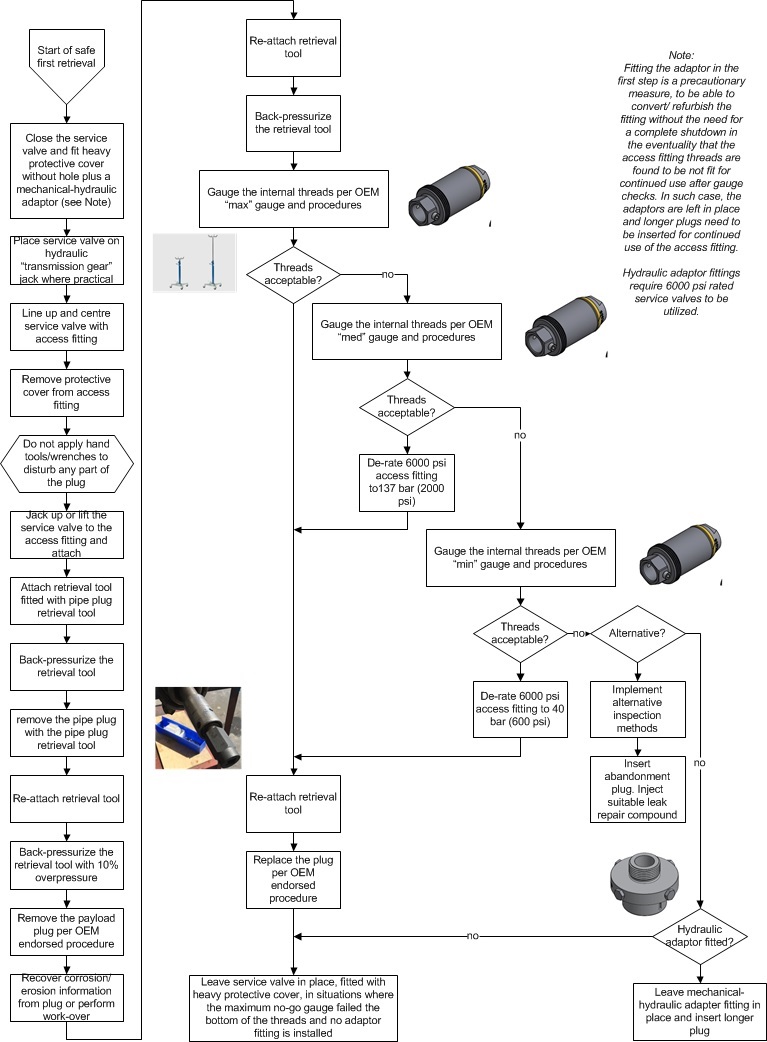
- Action 2: Where it is not operationally possible to de-pressure the system, and on-line retrieval of threaded fittings is deemed justifiable, follow the following guidance to ensure the condition of the internal threads is appropriately managed:
- First retrieval with UNVERIFIED thread condition: Execute the first retrieval of mechanical access fittings with an unverified internal thread condition, applying a method which takes into account the hazards of potential wear of the internal threads. Figure
1 provides an example of such a method
- Retrieval with VERIFIED thread condition: For retrievals with verified thread condition apply the following steps:
- Always use an oil pump to apply back pressurization with 10% overpressure to flush debris away from threads when unseating the plug.
- Cleaning of the internal threads is to be done with a wire brush tool or a thread chaser tool. Only when re-insertion remains problematic after use of the thread chaser tool, use a thread tapping tool to further clean threads.
- Confirm internal thread condition with no-go gauge(s) supplied by the Original Equipment Manufacturer after every application of thread tapping tool and after every 10th retrieval (track number of retrieval cycles in maintenance management system)
- Leave service valve in place, fitted with heavy protective cover, in situations where the maximum no-go gauge failed the bottom of the threads.
- Verify and confirm that local retrieval procedures are indeed adhered to in the field.
|
Figure 1 Example methodology for safe first retrieval.
|
|
|
Safety Alert number: 276
IOGP Safety Alerts http://safetyzone.iogp.org/ |
Disclaimer
Whilst every effort has been made to ensure the accuracy of the information contained in this publication, neither the IOGP nor any of its members past present or future warrants its accuracy or will, regardless of its or their negligence, assume liability for any foreseeable or unforeseeable use made thereof, which liability is hereby excluded. Consequently, such use is at the recipient's own risk on the basis that any use by the recipient constitutes agreement to the terms of this disclaimer. The recipient is obliged to inform any subsequent recipient of such terms.
This document may provide guidance supplemental to the requirements of local legislation. Nothing herein, however, is intended to replace, amend, supersede or otherwise depart from such requirements. In the event of any conflict or contradiction between the provisions of this document and local legislation, applicable laws shall prevail.
|